焊接的種類那么多,可能很多人不知道該選擇什么樣的焊接方法。
如果你在圖紙上寫上焊接符號,剩下的交給工匠。
經常是這樣,但細想起來,往往會造成很大的麻煩。
作為機械設計人員,要有正確的焊接知識,選擇合適的焊接方法。

1. 焊接類型
焊接類型分類如下表所示。
點焊等電阻焊屬于壓力焊,這里不再贅述。
|
分類(熱源)
|
類型
|
特點/主要用途等
|
氣焊
(氣體燃燒)
|
氣焊
|
薄的
|
弧焊
(電弧放電)
|
屏蔽金屬弧焊
|
手動,無需氣體
一般機械/結構
|
|
自保護焊
|
半自動、無氣體
通用機械/結構
|
|
二氧化碳焊接
|
保護氣體:CO2
|
|
MAG 焊接
|
保護氣體:CO2 + Ar
消耗電極類型
|
|
MIG 焊接
|
保護氣:適用于Ar
自耗電極型
鋁合金
|
|
氬弧焊
|
保護氣:適用于Ar
非自耗電極型
不銹鋼
|
|
等離子焊接
|
保護氣:適用于Ar
非自耗電極式
自動化
|
|
埋弧焊
|
粉末狀焊劑焊接
結構大、形狀簡單
|
激光焊接
(光)
|
激光焊接
|
保護氣:Ar,
適用于氮氣自動化
|
電子束焊接
(電子)
|
電子束焊接
|
在真空中進行
深穿透
|
|
電渣焊(焦耳熱)
|
電渣焊
|
不需要保護氣體
的簡單形狀的大型結構
|
氣焊
氣焊是一種利用氧氣和乙炔氣體的燃燒熱來熔化和連接金屬的方法。
可以進行自由度高的焊接作業,因為接頭很容易看到,并且如果您熟練的話,很容易控制加熱條件。
但是,由于能量密度低,加熱面積大,加熱需要時間。
由于熱效應的范圍很廣,所以會出現變形,但熟練的氣焊工會選擇一個會熟練地撞擊的地方,并會神奇地糾正它。
屏蔽金屬弧焊
電弧是放電的一種,據說可以達到 5,000 至 20,000°C,僅適用于集中熔化電弧飛過的部分。
電弧焊是其中最簡單、最便宜的焊機,因此被稱為“手焊”,是汽車維修店和愛好領域廣泛使用的一種焊接方法。
保護金屬電弧焊使用具有涂有焊劑的金屬芯的焊條。
焊劑通過焊接熱分解產生氣體,該氣體作為保護氣體,因此不需要保護氣體。
自保護焊
自保護焊是一種半自動化的金屬電弧焊方法。
代替焊條,使用使用涂有焊劑的焊絲作為電極并自動提供焊條的焊機。
二氧化碳 (CO2) 焊接
二氧化碳氣焊是下文介紹的一種 MAG 焊,但它是一個獨立的項目,因為它是最流行的氣體保護電弧焊。
由于二氧化碳是一種活性氣體,具有氧化金屬的作用,但用于二氧化碳焊接的焊絲中含有錳、硅等脫氧劑,可以防止氧化。
反應后的錳和硅變成MnO(氧化錳)和SiO2(氧化硅),焊接后在表面以熔渣的形式出現。
二氧化碳的半自動焊接不使用昂貴的氣體,因此具有良好的性價比和高生產率,因此適用于使用自動機器不夠的數量的生產。
MAG 焊接
如上所述,MAG(Metal Acctive Gas)焊接也包括二氧化碳氣體焊接,但使用氬氣和二氧化碳氣體的混合氣體時似乎通常稱為MAG焊接。
通過將 CO2 比例降低到 27% 或更低,熔融金屬從焊絲的轉移變得順暢,與二氧化碳氣體焊接相比,可以實現飛濺更少的高質量焊接。
用于 MAG 焊接的焊絲的錳和硅含量低于用于二氧化碳氣焊的焊絲。如果使用 MAG 焊絲進行二氧化碳氣焊,可能會出現產生氣泡等問題,如果使用 MAG 焊絲進行 MAG 焊接,則可能會出現焊縫硬化等問題。到現場使用的電線。
MIG 焊接
MIG(Metal Inert Gas)焊接是一種使用氦氣或氬氣作為保護氣體的焊接方法。
由于它使用昂貴的惰性氣體作為氣體,所以主要用于鋁合金、不銹鋼、耐熱鋼等,而不是用其他方法容易焊接的鋼。
氬弧焊
鎢極惰性氣體是一種使用高熔點鎢作為電極的非消耗電極式焊接方法。氬氣用作保護氣體。
由于電極不會磨損,因此需要用左手握住的焊條來供應供應到坡口的金屬。
在某些情況下,對焊不使用焊條。反波焊接也是可能的。
TIG也適用于焊接SUS,雖然焊接速度較差,但它是一種非常通用的焊接方法。
如果您詢問熟練的 TIG 工匠,我們將小批量焊接任何東西。
等離子焊接
等離子焊接與 TIG 焊接類似,但它是一種焊接方法,其中通過釋放被電弧電離的氣體,將電弧縮小到高能量密度。
它也適用于自動化,因為它可以集中在一個目標位置。
鎖孔焊接可以穿透并產生回波,其在需要氣密性的壓力容器和高壓管道中的應用正在擴大。
埋弧焊
埋弧焊法是一種自動焊接方法,其中將焊絲送入粉末狀焊劑中,在焊絲尖端和母材之間產生電弧,然后進行焊接。
埋弧焊需要大型設備,但可以進行大電流的高效焊接,適合高速焊接厚板。
激光焊接
激光焊接是通過用激光照射要焊接的部分進行焊接的方法。
由于激光具有極高的能量密度,因此可以進行熱影響區極小的焊接。
根據傳輸激光的方法,有屬于固態激光器的 YAG(釔鋁石榴石)激光器和屬于氣體激光器的 Co2 激光器,但將 YAG 激光器用于焊接應用的例子很多。
由于它是一種能量很高的激光,即使反射光進入你的眼睛,你也可能會失去視力,你需要在隔斷中工作。
過去我應用激光焊接時,工件是通過自動插入防護門而完全隔離和焊接的。
激光焊接也適用于自動化,因為它會熔化目標區域。一旦確定了條件,就可以進行非常穩定的焊接,幾乎沒有變化。
電子束焊接
電子束焊接是在高真空中發射電子,在高壓下加速并與被焊接部件碰撞,將動能轉化為熱能進行焊接的方法。
由于是真空焊接,不氧化,具有高速、熔深極深的特點。
用于焊接飛機等精密零件。
電渣焊
這是一種利用熔融金屬電阻產生的焦耳熱的焊接方法。
它用于需要立焊的大型結構。
正確使用焊接
我將解釋作為設計師選擇各種焊接方法時的要點。
按熱輸入量選擇
焊接的熱量越多,
-
焊接應變增加
-
熱影響區物性變化變大
-
熱負荷施加到其他部分
會有諸如此類的有害影響。
因此,焊接時的熱輸入量越小越好。
當然,它會根據條件設置而變化,因此它是一個具有大量 m 的指南,但是如果按照熱量輸入的升序排列主要焊接方法,
電子束 <激光 <等離子 <TIG <MIG / MAG / CO2 <屏蔽金屬弧 <氣體
看起來像。
能量密度越高,熔化范圍越窄,因此需要的熱量輸入越少。
對于性能要求較高的機械零件和精密機械零件,應選擇熱輸入盡可能少的焊接方法。
從零件形狀中選擇
如果壁厚為 1 mm 或以下,則以 TIG 或以下的熱輸入焊接是合適的。
在進行管道對焊時,在 CO2 等半自動焊接中,使用帶坡口接頭的焊條將肉堆積起來。如果焊接方法的熱量輸入量小于 TIG 焊接的熱量,也可以不使用坡口(I 型坡口)和不使用焊條進行焊接。
選擇要焊接的材料
對于鋼和SUS材料,以上介紹的所有焊接方法均適用。
您在選擇時必須考慮成本和生產力。
對于鋁,MIG 和 TIG 焊接是合適的。
從大規模生產力中選擇
合適的焊接方法根據要焊接的零件的批量生產數量而有很大的不同。
對精度要求不高或焊后完成的 1 到 10 件也可以進行金屬保護電弧焊。
TIG的手工焊接適用于少量的精密焊接。
隨著數量的增加,TIG 變得更加困難,因此自動供應焊絲的半自動 CO2 焊接和鋁的 MIG 焊接是合適的。
如果數量進一步增加,它將成為一臺自動機器。CO2、MAG、MIG的焊接機器人,TIG、等離子、激光的精密自動焊接也是可能的。
什么焊接方法適合自動化?
之前使用自動 TIG 焊機時,電弧的飛行方式存在偏差,難以進行穩定的焊接。如下圖所示,這是通過旋轉圓柱形工件來焊接精密零件,無需固定電極、工字坡口和焊條。
在下圖①的狀態下,電弧飛散均勻,可以進行良好的焊接,但在量產時,零件的尺寸和偏心量會產生偏差,可能會出現②所示的焊接步驟......
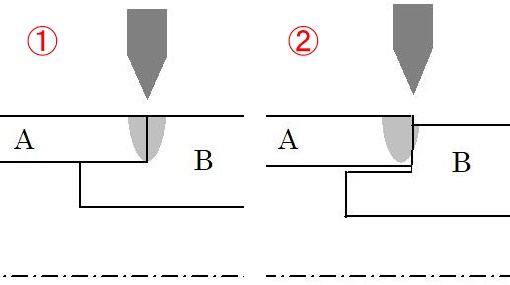
由于許多電弧飛離電極更近,因此存在許多構件B幾乎不熔化的缺陷。
這只是一個例子,TIG焊接自動化的情況很多,沒有任何問題,但我認為熔化目標的焊接方法,如等離子焊接和激光焊接,往往變化較小。
概括
從某種意義上說,設計師就像制作人一樣,需要能夠成功地提取和組合不同專業工作的能力。
如果不能自己焊接也沒有問題。選擇最合適的焊接方法,并有能力與焊接專業人士進行良好的交談,以便設計出合適的焊縫。
|


