什么是滲碳淬火?

滲碳淬火是鋼的表面硬化方法之一,是一種使碳在表面擴散,使表面變硬,內(nèi)部發(fā)粘的熱處理方法。
由于表面變硬,適用于要求耐磨的零件和局部承受強表面壓力的零件。
在這種時候選擇滲碳淬火
我的情況,
在考慮使用哪一個時
滲碳淬火
由于表面有滴答聲,因此可以防止劃痕、凹痕和磨損。
疲勞強度高,因為表面成為壓縮的殘余應(yīng)力。
由于它使用氣氛爐,如果量大,價格便宜。
當(dāng)你可以利用這一點時,它就是滲碳!我會決定的。
相反,在滲碳不好的地方,
表面太粘,變形會裂開
少量是昂貴的
是那樣的地方嗎?
由于內(nèi)螺紋在擴展方向上施加力,因此滲碳硬化產(chǎn)品可能會破裂。
氣體滲碳量大的話,使用連續(xù)爐可以便宜一些,如果量少的話,就是間歇式爐,因為是按批次估算的,所以會比較貴。此外,由于滲碳深度檢查經(jīng)常切割一塊,如果量少,檢查成本會很高。
讓我們仔細(xì)看看滲碳和淬火。
適合滲碳淬火的材料
所用材料通常為含碳量在0.2%以下的碳鋼,或合金鋼。
對于 JIS 鋼,以下材料適用于滲碳和淬火。
-
S09CK-S20CK
-
S10C-S20C
-
SCM415H-SCM420H
-
SUM22、SUM24L
兩者都是碳含量為 0.2% 或更低的材料。
S09CK 至 S20CK,根據(jù) JIS 專門用于皮膚灼傷,由于嚴(yán)格的部件規(guī)定,非常適合滲碳和淬火,但 S10C 至 S20C 也可以毫無問題地使用。
S20CF(S20CL)等通過添加鉛而提高切削性的鋼材也可以進行滲碳硬化處理。
我沒有使用硫易切削鋼 (SUM) 的經(jīng)驗,但它似乎是可以加工的。
對于SS400,自攻螺絲等一些小物件已經(jīng)滲碳淬火,但由于部件不保證,滲碳結(jié)構(gòu)可能會變得異常,不適合需要可靠性的機器零件。..
材料選擇指南
對于普通大眾來說,基本
我想增加耐用性(增加中心的硬度和強度)
提高切割效率
滲碳淬火硬度
滲碳淬火鋼的硬度是表面較硬,硬度逐漸降低,而不受滲碳影響的中心部分與經(jīng)過熱處理的母材硬度相同。
例如,它看起來像這樣。(S10C,180℃回火后)
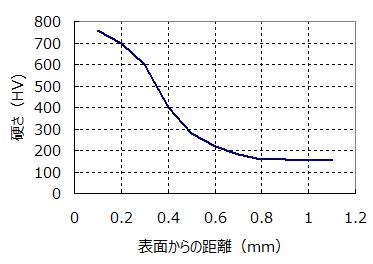
由于通過滲碳使表面的含碳量達(dá)到0.7~0.9%左右,因此任何材料經(jīng)過低溫回火(180~200℃)后,表面硬度都會達(dá)到HV650~800左右。
硬化層的深度可淺可深,取決于滲碳時間。
織物硬度
如果織物太軟,在施加強大的表面壓力時會出現(xiàn)凹痕,并且表面的硬化層無法承受變形,因此很容易出現(xiàn)裂縫。
面團的硬度根據(jù)碳含量和硬化性而變化。
織物硬度按S10C<S20C<SCM415H<SCM420H的順序增加。
硬度變化很重要
如果硬度下降過快,表面容易發(fā)生剝落和開裂。
在滲碳過程中,提供了碳擴散時間,以使硬度變化盡可能平緩。
SCM等合金鋼具有良好的淬透性,HV400-300左右的變化可以平緩,根據(jù)使用方法可以期待耐久性的提高。
滲碳淬火應(yīng)變及尺寸變化
不限于滲碳和淬火,熱處理會導(dǎo)致鋼材變形。
變形原因
變形的原因是
有。
熱應(yīng)力影響復(fù)雜形狀零件的彎曲,變形應(yīng)力在孔和外徑等偏差中占主導(dǎo)地位。
熱應(yīng)力是由于加熱和冷卻不均勻引起的部件的熱膨脹差異引起的應(yīng)力。如果在該溫度下熱應(yīng)力超過屈服應(yīng)力,冷卻后塑性變形將保持不變。
相變應(yīng)力是由面心立方晶格的奧氏體和體心立方晶格的馬氏體的體積比產(chǎn)生的應(yīng)力。
淬火時體積因馬氏體相變而膨脹,但由于未相變馬氏體的殘余奧氏體體積小,因此根據(jù)兩者的比例,淬火后尺寸可能會增大或減小。
有必要設(shè)計預(yù)測尺寸變化的零件
在滲碳淬火的情況下,由于表面碳量大,殘留奧氏體量大,外徑往往會減小。根據(jù)長度和壁厚,圓柱零件的內(nèi)徑似乎對大而厚的零件趨于擴大,而對小而薄的零件趨于縮小。
對于熱處理后的尺寸很重要的零件,需要通過實驗預(yù)先知道變化量。
如果老化是一個問題,考慮用零下處理減少殘余奧氏體。
JIS及滲碳淬火術(shù)語
滲碳淬火用JIS如下。
|
JIS 編號
|
標(biāo)準(zhǔn)名稱
|
重點
|
|
JIS B 6914
|
鋼的滲碳滲碳滲氮淬火回火
|
加工設(shè)備、加工產(chǎn)品質(zhì)量、試驗方法等。
|
|
JIS G 0557
|
滲碳硬化鋼深度的測量方法
|
有效固化層深度、總固化層深度等的定義、測量方法等。
|
請記住,有效硬化層深度和總硬化層深度的含義和規(guī)范方法對設(shè)計人員也很重要。
維氏硬度是在不超過200°C的溫度下硬化或回火時測量和判斷的。
以下,有效固化層深度為0.36mm,即HV550位置距表面的距離。
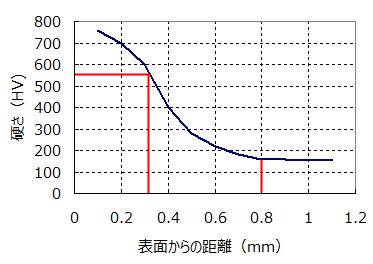
點是硬度變平的位置。您還可以蝕刻并查看金相結(jié)構(gòu)以找到邊界。
在上圖中,總固化層深度為 0.8 mm。
滲碳淬火拉深調(diào)節(jié)方法
滲碳淬火說明
用 來指定是很常見的。
例)表面硬度:HV680-780,有效硬化層深度:0.5-0.8mm
指定總硬化層深度會增加測量者的誤差,因此除非特殊情況,否則應(yīng)避免。
滲碳方式
滲碳淬火方法有固體滲碳、液體滲碳、氣體滲碳、真空滲碳、等離子滲碳,但目前主流的方法是氣體滲碳,真空滲碳逐漸增多。
氣體滲碳是在大氣中使丙烷等變性,生成含有一氧化碳和氫氣的滲碳?xì)怏w(RX氣體)。通過2CO→C+CO2的反應(yīng),碳侵入并擴散到鋼中。
滲碳爐有連續(xù)爐和分批處理爐兩種,按生產(chǎn)量使用。
詳情請交給滲碳淬火專家,作為機械設(shè)計師,最好配合下圖正確使用。
即使采用氣體滲碳,近來常壓爐的氣體濃度控制質(zhì)量也有所提高,質(zhì)量已趨于穩(wěn)定。另外,通過導(dǎo)入氨氣等使氮氣進入并進行滲氮處理,也進行了提高耐磨耗性和耐疲勞性的處理。
真空滲碳適用于高性能零件,因為它沒有晶間氧化,改善不均勻滲碳和脫碳。
晶間氧化的作用是什么?
晶界氧化是鋼表面的晶界被氧化的現(xiàn)象,不能通過氣體滲碳來避免。
據(jù)說是造成疲勞強度下降的罪魁禍?zhǔn)祝驗樗c表面有細(xì)小的裂紋相同。
然而,當(dāng)我早些時候比較氣體滲碳和真空滲碳時,疲勞壽命沒有顯著差異。
晶間氧化層的厚度最多為10μm左右(最大20μm),比一般切削的最大粗糙度約25μm要薄,所以我覺得它對劇烈切削不是很有效。我認(rèn)為拋光表面會有影響,所以我認(rèn)為最好從表面的完成狀態(tài)來判斷是否有晶間氧化的影響。
不過不知道各種機件有什么樣的區(qū)別,真空滲碳還有其他優(yōu)點,所以如果氣體滲碳有問題,最好也試試真空滲碳。
滲碳淬火總結(jié)
近來,大氣爐的控制技術(shù)進步了,甚至在均熱高碳鋼的情況下,為了防止脫碳,大氣也進行了輕微滲碳。
隨著處理方法的多樣化,機械設(shè)計人員應(yīng)與熱處理專家合作,應(yīng)用適合其目的的熱處理方法,而不是簡單地將其稱為“滲碳”。..
|


